Efficient Implementation of Food Processing and Beverage Canning in Enterprises
In the food processing and beverage canning industry, efficient production not only means increasing production capacity and reducing costs, but also is closely related to product quality stability and compliance. For enterprises to achieve efficient operation, it is inseparable from the precise control of core production links. Among them, the rational selection and standardized use of key equipment such as flow meters, quantitative control boxes, and data recorders have become important supports connecting the entire process of raw material processing, processing and blending, and filling and packaging. This article will focus on these key equipment and analyze how they help enterprises realize the efficient operation of food processing and beverage canning from the dimensions of application scenarios and core values.
1. Product Application Scenarios, Usage Types, and Parts Requiring Flow Meters
As a core equipment for measuring fluid flow, flow meters are widely used in many key links of food processing and beverage canning. Their selection needs to be adapted to different fluid characteristics, process requirements and scenario needs. The following will detailedly sort out their application scenarios, usage types and core application links.
1.1 Core Application Scenarios and Corresponding Flow Meter Types
There are various fluid media in food processing and beverage canning, including clean water, fruit juice, syrup, edible oil, dairy products, carbonated beverages, etc. Different media have great differences in viscosity, corrosiveness and solid content, and the corresponding flow meter types are also different.
(1) Fruit juice/beverage processing scenario: In this scenario, the medium is mostly low-viscosity liquid (such as orange juice, apple juice, pure water), some contain a small amount of pulp particles, which require high measurement accuracy and must meet food hygiene standards. The suitable flow meter types are electromagnetic flow meters and Coriolis mass flow meters. Electromagnetic flow meters are not affected by medium density and viscosity, have a wide measurement range, and have no moving parts inside, so they are not easy to block and have strong hygiene; Coriolis mass flow meters can directly measure mass flow with extremely high accuracy, which can accurately control raw material ratio and are suitable for high-end beverage production.
(2) Syrup/sauce processing scenario: The medium has high viscosity (such as honey, chocolate sauce, jam), some contain suspended particles, and the flow rate is slow. The suitable flow meter types are positive displacement flow meters (such as oval gear flow meters, rotor flow meters) and scraper flow meters. Positive displacement flow meters measure flow by counting the number of times the fluid fills a fixed volume chamber, which is not affected by viscosity and has stable measurement accuracy; scraper flow meters can adapt to the measurement of high-viscosity and particle-containing media and have strong anti-clogging ability.
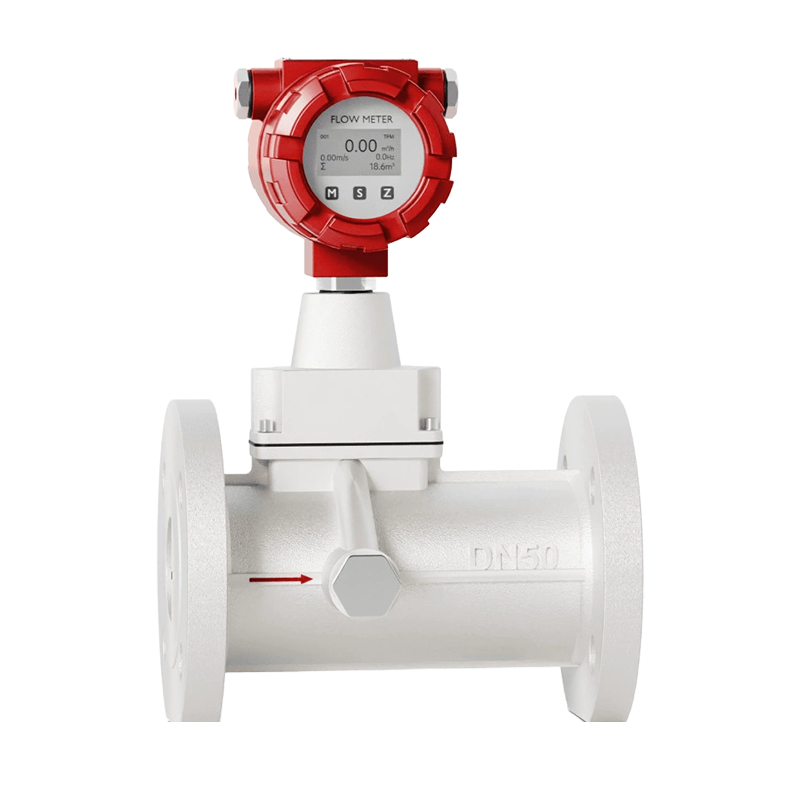
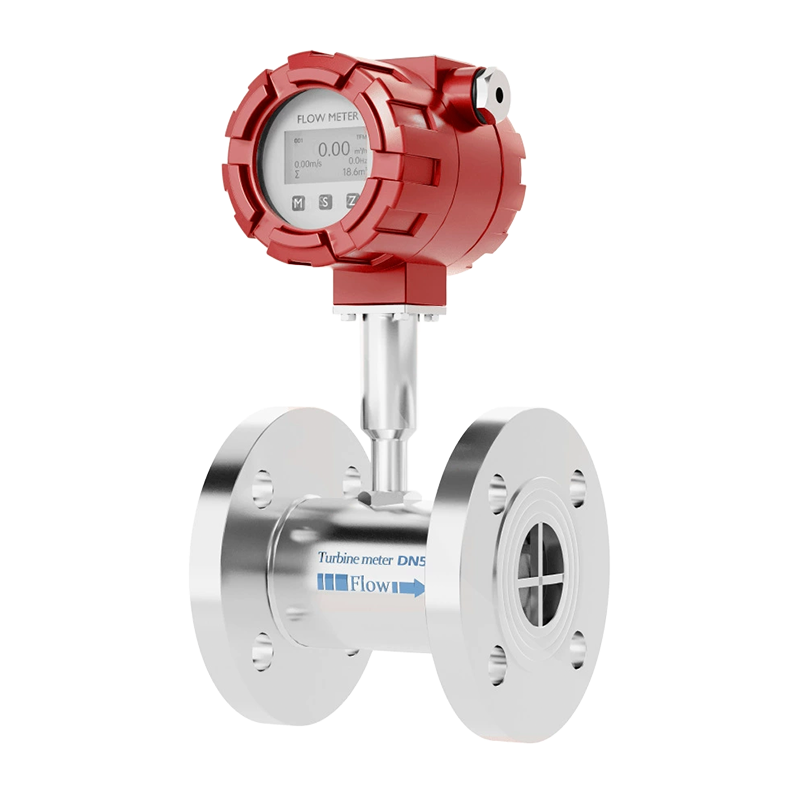
(3) Edible oil processing scenario: The medium is edible oil (such as soybean oil, peanut oil), whose viscosity changes greatly with temperature, requiring high measurement stability. The suitable flow meter types are turbine flow meters and Coriolis mass flow meters. Turbine flow meters have high measurement accuracy and fast response speed, which are suitable for the measurement of low-viscosity edible oil at room temperature; Coriolis mass flow meters can accurately measure mass flow without being affected by temperature and viscosity changes, and are suitable for high-end edible oil production or precision blending links.
(4) Carbonated beverage canning scenario: The medium is carbonated beverages containing carbon dioxide (such as cola, beer), which have a certain pressure and corrosiveness, and are prone to bubbles, requiring extremely high measurement tightness and accuracy. The suitable flow meter types are electromagnetic flow meters and mass flow meters. Electromagnetic flow meters adopt non-contact measurement, which is not affected by bubbles in the medium, and has good sealing performance, which can adapt to high-pressure environments; mass flow meters can accurately measure the mass flow of gas-containing media and avoid the interference of bubbles on volume measurement.
(5) Cleaning and disinfection scenario: Food processing equipment and pipelines need to be regularly cleaned and disinfected (CIP cleaning) with high-temperature hot water and acid-alkali cleaning solutions (such as sodium hydroxide solution, nitric acid solution). In this scenario, the medium has high temperature and corrosiveness. The suitable flow meter types are corrosion-resistant electromagnetic flow meters and metal tube rotameters. Corrosion-resistant electromagnetic flow meters adopt special linings (such as PTFE, PFA) and electrode materials (such as Hastelloy), which can resist acid and alkali corrosion; metal tube rotameters have simple structure and high temperature resistance, which are suitable for the flow monitoring of high-temperature cleaning solutions.
1.2 Key Parts Requiring Flow Meters in Food Processing and Beverage Canning
The application of flow meters runs through the entire process of food processing and beverage canning. From raw material input to finished product filling, many key links need to realize flow monitoring and control through flow meters, including the following parts:
(1) Raw material receiving and storage link: When raw materials (such as concentrated fruit juice, syrup, edible oil) are input into the production system from transport tank trucks or storage tanks, flow meters are needed to measure the input volume to ensure that the received raw material volume is consistent with the order volume, avoid raw material shortage or excess, and provide accurate data for cost accounting.
(2) Batching and blending link: In food processing and beverage production, the raw material ratio directly determines the product taste and quality, such as the ratio of fruit juice, syrup and water in beverages, and the ratio of oil, water and seasonings in sauces. Flow meters need to real-time monitor the flow of each raw material and feed back the data to the control system to realize precise batching and ensure the consistency of product quality.
(3) Heating/cooling link: Some foods and beverages need to go through heat sterilization (such as pasteurization) or cooling treatment. In this link, flow meters are needed to control the flow of heating medium (such as steam condensate) or cooling medium (such as cooling water) to ensure heating/cooling efficiency, and at the same time avoid medium waste and reduce energy consumption.
(4) Filling link: This is the core link of beverage canning. Flow meters are needed to accurately control the filling volume of each bottle/can of beverage to ensure that the filling volume meets national standards and enterprise regulations, avoid underfilling or overfilling, which not only protects the rights and interests of consumers, but also controls production costs. In addition, precise flow control can also improve filling efficiency, avoid unstable filling speed caused by flow fluctuations, and ensure the continuous operation of the production line.
(5) CIP cleaning link: The flow rate of the cleaning solution directly affects the cleaning effect. Insufficient flow rate will lead to incomplete cleaning and residual bacteria or impurities; excessive flow rate will cause waste of cleaning solution. Flow meters need to real-time monitor the flow rate of the cleaning solution to ensure that it is maintained within a reasonable range, ensuring the cleaning effect and reducing cleaning costs.
(6) Wastewater treatment link: Food processing and beverage production will produce a certain amount of wastewater, which needs to be treated before discharge. Flow meters are used to monitor the amount of wastewater discharge, provide a basis for adjusting the operating parameters of the wastewater treatment system, and ensure that the discharge volume meets environmental protection standards to avoid environmental penalties.
2. The Importance of Flow Meters in Various Scenarios
In different application scenarios, although the role of flow meters varies, they are all key to ensuring efficient, stable and compliant production. Their importance is mainly reflected in many dimensions such as ensuring product quality, improving production efficiency, reducing production costs, and ensuring production safety, as follows:
2.1 Batching and Blending Scenario: Ensuring Consistency of Product Quality
The taste, flavor and nutritional components of food and beverages all depend on precise raw material ratio. In the batching link, if there is a lack of flow meters or the measurement accuracy of flow meters is insufficient, it will lead to deviations in the ratio of various raw materials, resulting in inconsistent product taste and unstable flavor, such as beverages being too sweet or too light, and sauces being too thin or too thick. High-quality flow meters can real-time and accurately monitor the flow of each raw material, and transmit the data to the control system to realize automatic and precise batching of raw materials, ensure the consistency of product quality in each batch, and enhance brand reputation.
2.2 Filling Scenario: Precise Measurement, Balancing Compliance and Cost
The filling link of beverages has extremely high requirements for measurement accuracy. National relevant standards have clear regulations on the net content of beverages, with a very small allowable deviation range. Flow meters in the filling link can accurately control the filling volume of each bottle/can, avoiding non-compliance of products due to underfilling, which may cause consumer complaints or regulatory penalties; at the same time, they can also avoid raw material waste caused by overfilling and reduce production costs. In addition, precise flow control can also improve filling efficiency, avoid unstable filling speed caused by flow fluctuations, and ensure the continuous operation of the production line.
2.3 Heating/Cooling and CIP Cleaning Scenarios: Improving Energy Utilization Efficiency and Ensuring Production Safety
In the heating/cooling link, flow meters ensure the efficient operation of heating/cooling equipment by controlling the flow of heating medium or cooling medium. For example, in the pasteurization process, precise control of steam condensate flow can ensure that the sterilization temperature is stable within the set range, which not only achieves the sterilization effect, but also avoids damage to food nutrients due to excessive temperature; the control of cooling water flow in the cooling link can improve cooling efficiency and shorten the production cycle. In the CIP cleaning scenario, flow meters ensure a reasonable flow rate of the cleaning solution, which can not only thoroughly clean equipment and pipelines, but also avoid excessive consumption of cleaning solution, and at the same time reduce wastewater discharge and environmental treatment costs. In addition, for high-temperature and corrosive media, adapted flow meters can ensure the stability of the measurement process and avoid production interruption or safety accidents caused by equipment damage.
2.4 Raw Material Receiving and Wastewater Treatment Scenarios: Precise Accounting and Compliant Operation
In the raw material receiving link, the precise measurement of flow meters can ensure that the amount of raw materials received by the enterprise is consistent with the purchased amount, avoid economic losses caused by measurement deviations, and at the same time provide accurate data for raw material cost accounting, helping enterprises to do a good job in cost control. In the wastewater treatment link, the wastewater discharge data monitored by flow meters is an important basis for enterprises to discharge compliantly, which can help enterprises timely adjust the operating parameters of the wastewater treatment system, ensure that the discharge volume meets environmental protection standards, and avoid penalties caused by environmental problems, thus ensuring the compliant operation of enterprises.
3. Comprehensive Importance of Flow Meter Usage
From the precise control of individual scenarios to the efficient collaboration of the entire production process, the use of flow meters has comprehensive and key value for food processing and beverage canning enterprises, and is the core support for enterprises to realize large-scale, standardized and intelligent production. Its comprehensive importance is mainly reflected in the following four aspects:
3.1 Laying the Core Foundation for Product Quality
The core competitiveness of the food and beverage industry lies in the stability and safety of product quality. The precise measurement of flow meters in key links such as raw material ratio and filling measurement directly determines the core quality indicators of products. Whether it is to ensure the consistent taste of each batch of products or to ensure that the net content of products meets standards, flow meters play an irreplaceable role. Without precise flow measurement, product quality will be difficult to control, and enterprises will not be able to establish a stable brand image, which will ultimately affect market competitiveness.
3.2 Driving the Comprehensive Improvement of Production Efficiency
Efficient production is the key for enterprises to reduce unit costs and increase production capacity. By real-time monitoring flow data, flow meters provide a basis for the automatic control of the production system, realizing the continuous and automatic operation of raw material transportation, batching, filling, cleaning and other links, and avoiding production interruption caused by manual operation errors or flow fluctuations. For example, in an automated production line, flow meters are linked with the PLC control system, which can automatically adjust the flow according to production needs, realize precise collaboration of various links, and greatly improve production efficiency. At the same time, precise flow control can also reduce raw material waste and energy consumption in the production process, further improving the economy of production.
3.3 Strengthening the Key Support for Cost Control
The costs of food processing and beverage canning enterprises mainly include raw material costs, energy costs, environmental costs, etc. Flow meters play an important role in the control of these costs. In terms of raw material cost control, precise flow measurement can avoid raw material waste and ensure that every part of raw material is fully utilized; in terms of energy cost control, by controlling the flow of heating medium and cooling medium, energy utilization efficiency can be improved and energy consumption can be reduced; in terms of environmental cost control, precise monitoring of wastewater discharge can reduce wastewater treatment costs and environmental penalty risks. In addition, the precise flow data provided by flow meters can also provide a reliable basis for enterprises’ cost accounting and production planning, helping enterprises optimize production processes and further reduce costs.
3.4 Ensuring an Important Premise for Compliant Operation
The food and beverage industry is subject to strict supervision, involving product quality standards, food safety standards, environmental protection standards and other aspects. The precise flow data provided by flow meters is an important basis for enterprises to meet regulatory requirements. For example, the net content of products meeting the requirements of the “Measures for the Supervision and Administration of Quantitative Packaged Commodities” requires precise measurement of flow meters in the filling link; the compliance of wastewater discharge with the “Integrated Wastewater Discharge Standard” requires real-time monitoring and recording of flow meters. At the same time, the measurement data of flow meters can also provide support for product quality traceability. When quality problems occur, the problems in the production link can be traced through flow data, and timely rectification can be made to ensure the compliant operation of enterprises.
4. The Importance of Data Recording
In the efficient production system of food processing and beverage canning, data recorders work together with flow meters, quantitative control boxes and other equipment to real-time collect, store and trace various key data in the production process. Data recording is not only an important means of production process monitoring, but also the core support for enterprises to realize quality traceability, compliant operation and production optimization. Its importance is mainly reflected in the following five aspects:
4.1 Realizing Full-Process Traceability of Product Quality
Food safety traceability is a basic requirement of the food and beverage industry. Data recorders can real-time record key flow data (such as raw material ratio flow, filling flow, cleaning solution flow), temperature data, pressure data, etc. in the production process. When product quality problems occur, enterprises can retrieve the data stored in the data recorder to trace key information such as specific production batches, production time, and raw material usage, quickly locate the root cause of the problem, such as raw material ratio deviation, insufficient filling volume, substandard sterilization temperature, etc., and take timely rectification measures to avoid the spread of problematic products and reduce the impact of quality accidents.
4.2 Ensuring the Compliance of the Production Process
Regulatory authorities have strict compliance requirements for the production process of food and beverage production enterprises, requiring enterprises to provide complete production data records to prove that the production process meets relevant standards. The flow data, temperature data, etc. stored by data recorders are important basis for enterprises to respond to regulatory inspections. For example, in the inspection of food production licenses (SC certification), regulatory authorities will verify the enterprise’s production process data records to ensure that product production meets food safety standards; in environmental inspections, records such as wastewater discharge volume and treatment process data are important proofs of the enterprise’s compliant discharge. Complete and accurate data records can help enterprises pass regulatory inspections smoothly and avoid compliance risks.
4.3 Providing Data Support for Production Optimization
The historical data stored by data recorders is an important basis for enterprises to analyze the production process and optimize the production process. Enterprises can find problems in the production process through statistical analysis of flow data, such as flow fluctuations in the raw material transportation process, efficiency bottlenecks in the filling link, and energy waste in the cleaning link. Based on these data, enterprises can adjust production parameters and optimize production processes, such as adjusting the control accuracy of flow meters, optimizing the batching sequence, adjusting the flow rate of cleaning solution, etc., thereby improving production efficiency and reducing production costs. For example, by analyzing historical flow data, it is found that the transportation flow of a certain raw material fluctuates frequently, and the pipeline or flow meter equipment can be inspected in a timely manner to avoid raw material waste and quality problems caused by flow fluctuations.
4.4 Improving the Stability of the Production Process
Data recorders can real-time monitor key data in the production process and set up abnormal alarm functions. When data such as flow rate and temperature exceed the set range, the data recorder will send an alarm signal in a timely manner to remind operators to handle it. This can help enterprises quickly find abnormal situations in the production process and avoid production interruption or quality problems caused by abnormal data. For example, in the filling link, if the flow data suddenly exceeds the set range, the data recorder will alarm, and the operator can stop the machine for inspection in a timely manner to avoid the production of a large number of unqualified products and ensure the stability of the production process.
4.5 Assisting Enterprises in Digital Transformation
With the advancement of Industry 4.0, digital transformation has become an important direction for food processing and beverage canning enterprises to enhance their core competitiveness. As a key equipment for data collection, data recorders can convert physical parameters in the production process into digital data, providing data support for enterprises’ digital management systems. Enterprises can connect the data stored by data recorders to systems such as MES (Manufacturing Execution System) and ERP (Enterprise Resource Planning) to realize full-process digital management of the production process and improve the refinement level of production management. For example, through the MES system to analyze the flow data transmitted by data recorders, real-time monitoring of production progress, dynamic accounting of costs, online early warning of quality, etc. can be realized, helping enterprises realize intelligent production.
5. The Role, Usage and Advantages of Quantitative Control Boxes
In the precise control system of food processing and beverage canning, quantitative control boxes work together with flow meters and are one of the core equipment to realize precise flow control. Their roles, usage methods and advantages are as follows:
5.1 The Role of Quantitative Control Boxes
The core role of the quantitative control box is to receive the flow signal transmitted by the flow meter, and precisely regulate the flow through the built-in control system to realize the quantitative transportation and filling of fluids. Specifically, it includes the following aspects:
(1) Quantitative control: set the target flow value according to production needs, and the quantitative control box automatically adjusts the opening of the valve by comparing the real-time flow data of the flow meter with the target value to ensure that the volume of fluid transported or filled accurately reaches the set value;
(2) Process linkage: can realize linkage control with other equipment in the production line (such as filling valves, transfer pumps, capping machines) to ensure the coordinated operation of various production links, such as automatically triggering the capping machine to work after filling is completed;
(3) Abnormal protection: when the flow data exceeds the set range or the equipment malfunctions, the quantitative control box will automatically send an alarm signal and can link to control the equipment to stop, avoiding the production of unqualified products and equipment damage;
(4) Data interaction: can transmit flow control data to data recorders or enterprise digital management systems to provide support for quality traceability and production optimization.
5.2 The Usage of Quantitative Control Boxes
The use of quantitative control boxes must follow standardized procedures to ensure control accuracy and equipment stability. The specific steps are as follows:
(1) Pre-commissioning: set the target flow value, allowable deviation range, alarm threshold and other parameters on the control panel of the quantitative control box according to the production process requirements; at the same time, check whether the connection with flow meters, valves, pumps and other equipment is normal to ensure smooth signal transmission.
(2) Real-time monitoring: after starting production, the quantitative control box will real-time receive the flow data transmitted by the flow meter, display real-time flow, cumulative flow, completed quantitative times and other information on the control panel, and the operator can real-time monitor the operation status.
(3) Abnormal handling: when the flow deviation exceeds the set range, equipment failure and other situations occur, the quantitative control box will automatically alarm. The operator needs to check the alarm information in a timely manner, troubleshoot the problem (such as checking whether the valve is blocked, whether the flow meter is working normally), and restart the equipment after handling.
(4) Regular maintenance: regularly clean and inspect the quantitative control box to ensure the normal operation of the control panel, sensors, signal interfaces and other components; at the same time, regularly calibrate the control parameters to ensure control accuracy.
5.3 The Advantages of Quantitative Control Boxes
Quantitative control boxes have significant advantages in the application of food processing and beverage canning industry:
(1) High control accuracy: adopt advanced control algorithms, which can accurately respond to the signal of the flow meter, quickly adjust the valve opening, ensure that the quantitative error is controlled within a very small range, and guarantee the consistency of product quality;
(2) Improve production efficiency: realize the automation of flow control, no need for manual adjustment, reduce manual operation errors, and at the same time can link with other equipment in the production line to realize the continuity of the production process and greatly improve production efficiency;
(3) Reduce production costs: precise quantitative control avoids the waste of fluid raw materials, and at the same time reduces labor costs and rework costs caused by quality problems;
(4) Convenient operation: equipped with an intuitive control panel and humanized operation interface, operators can quickly set parameters and monitor the operation status without professional technical training;
(5) Strong stability: adopt high-quality components and reliable control logic, which can adapt to the complex environment of food processing workshops (such as high temperature, humidity, vibration), ensure the long-term stable operation of the equipment, and reduce the equipment failure rate.
Conclusion
For enterprises to realize the efficiency of food processing and beverage canning, it is inseparable from the coordinated efforts of key equipment such as flow meters, quantitative control boxes, and data recorders. As the core of flow measurement, flow meters provide basic data for the precise control of various production links; quantitative control boxes realize automatic and precise regulation based on flow data to ensure the stability and efficiency of production; data recorders provide support for compliant operation and production optimization through the recording and tracing of key data. The three complement each other and jointly build a precise, efficient and compliant production system for food processing and beverage canning. In the future, with the continuous development of intelligent technology, these equipment will be further deeply integrated with digital management systems, helping enterprises achieve a higher level of intelligent production and enhance core competitiveness.
More related products
We recommend the most suitable products for you, making your selection process more convenient.